





-
Giỏ hàng của bạn trống!

ƯU ĐIỂM CỦA VẬT LIỆU POCO GRAPHITE TRONG GIA CÔNG XUNG ĐIỆN
24/05/2024
-
0 lượt xem
ƯU ĐIỂM CỦA VẬT LIỆU POCO GRAPHITE TRONG GIA CÔNG XUNG ĐIỆN
Máy xung điện EDM đã trở thành một thiết bị sử dụng nhiều ở trong ngành gia công hiện nay. Nó sản xuất được các sản phẩm có độ chính xác cao và dần được sử dụng nhiều trong các ngành quan trọng với vật liệu Graphite. Sau đây tôi sẽ nêu 5 ưu điểm nổi bật của vật liệu POCO GRAPHITE sử dụng cho máy EDM:
Tỷ lệ loại bỏ kim loại (MRR)
Tốc độ loại bỏ kim loại thường được biểu thị bằng khối milimét trên giờ (mm3/giờ) hoặc inch khối trên giờ (trong 3/giờ), nhưng trên thực tế có thể được biểu thị bằng $/giờ. Đạt được MRR hiệu quả không phải là chỉ đơn giản là vấn đề cài đặt máy phù hợp. Nó cũng liên quan đến năng lượng trực tiếp tiêu tán trong quá trình EDM. Than chì thường hiệu quả hơn nhiều so với điện cực kim loại, tuy nhiên tốc độ loại bỏ kim loại rất khác nhau giữa các loại than chì. Với sự thích hợp vật liệu điện cực/kim loại gia công/kết hợp ứng dụng- thì MRR có thể được tối đa hóa.
Chống mài mòn (WR)
Có bốn loại mòn: thể tích, góc, cuối, và bên cạnh. Trong số bốn điều đó, chúng tôi tin rằng độ mòn ở góc là điều quan trọng nhất là các đường viền của lần cắt cuối cùng được xác định bởi khả năng chống lại điện cực xói mòn các góc và cạnh của nó. Theo đó, nếu một điện cực có thể chống xói mòn thành công nhất điểm dễ bị tổn thương thì độ mài mòn tổng thể sẽ được giảm thiểu, và tuổi thọ điện cực tối đa đạt được. Điện cực Xói mòn không thể được ngăn chặn nhưng có thể giảm thiểu bằng cách chọn vật liệu điện cực/kim loại gia công thích hợp kết hợp và gia công ở cài đặt tối ưu. Khả năng của điện cực để tạo ra và duy trì chi tiết liên quan trực tiếp đến khả năng chống mài mòn và khả năng gia công của nó. Yêu cầu giảm thiểu mài mòn góc lựa chọn vật liệu điện cực kết hợp cao sức mạnh với khả năng chịu nhiệt độ cao.
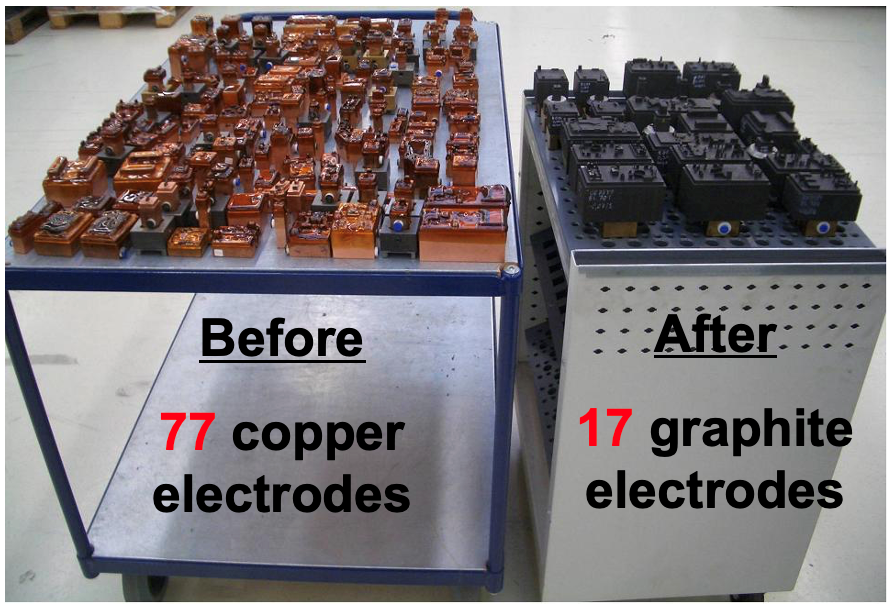
Giảm số lượng điện cực khi dùng POCO Graphite
Bề mặt hoàn thiện (SF)
Bề mặt mịn thu được bằng cách kết hợp vật liệu điện cực thích hợp, điều kiện xả tốt và cài đặt nguồn điện thích hợp. Cao tần số, công suất thấp và quỹ đạo tạo ra kết thúc tốt nhất, vì những điều kiện này tạo ra nhỏ hơn, ít hơn các miệng hố xác định trong kim loại làm việc. Bề mặt cuối cùng lớp hoàn thiện sẽ là hình ảnh phản chiếu của bề mặt điện cực, vì vậy hạt Angstrofine và Ultrafine, cường độ cao than chì là lựa chọn tốt nhất để hoàn thiện điện cực.


Bề mặt sản phẩm sau khi dùng POCO GRAPHITE EDM-4
Khả năng gia công
Bất kỳ thợ máy nào đã từng gia công than chì đều biết rằng than chì cắt rất dễ dàng. Đơn giản là dễ dàng vào máy không nhất thiết tạo ra vật liệu sự lựa chọn tốt nhất cho một điện cực. Nó cũng phải mạnh mẽ để chống lại thiệt hại do xử lý và từ quá trình EDM chính nó. Sức mạnh và kích thước hạt nhỏ là quan trọng sao cho bán kính tối thiểu và dung sai gần có thể đạt được. Độ cứng của vật liệu cũng là một yếu tố của than chì khả năng gia công. Vật liệu điện cực cứng hơn sẽ tốt hơn dễ bị sứt mẻ trong quá trình gia công.

Gia công trên Graphite dễ dàng hơn so với trên đồng
Chi phí vật liệu
Chi phí vật liệu điện cực thường chỉ chiếm một một phần nhỏ trong tổng chi phí công việc EDM. Tuy nhiên, bị bỏ qua là chi phí vật liệu điện cực được coi là nằm ngoài tổng chi phí công việc là hoàn toàn vô nghĩa. Thời gian chế tạo, thời gian cắt, nhân công và độ mòn điện cực tất cả phụ thuộc vào vật liệu điện cực nhiều hơn vào bất kỳ yếu tố nào khác. Vì vậy điều quan trọng là bạn phải biết tính chất và đặc tính hiệu suất của vật liệu điện cực có sẵn vì chúng ảnh hưởng đến công việc kim loại bạn đang gia công. Chỉ với dữ liệu này là nó có thể thực hiện phân tích chi phí/hiệu suất đểxác định chi phí thực sự của một công việc EDM.
Tin liên quan
- BỘ LỌC KHÍ GateKeeper® GPU – GIẢI PHÁP LÀM SẠCH KHÍ CÔNG NGHỆ CAO TỪ ENTEGRIS
- CÁC KIỂU KẾT NỐI LÕI LỌC: Ý NGHĨA, ỨNG DỤNG VÀ CÁCH LỰA CHỌN LÕI LỌC ENTEGRIS PHÙ HỢP
- CỘT LỌC VI SINH LÀ GÌ? TẠI SAO CẦN SỬ DỤNG CỘT LỌC VI SINH TRONG NGÀNH DƯỢC & CÔNG NGHỆ SINH HỌC
- ĐÀO TẠO CHUYÊN SÂU VỀ TIÊU CHUẨN PHÒNG SẠCH ISO 14644 CÙNG CHUYÊN GIA LIGHTHOUSE
- ĐO LƯỜNG THÔNG MINH 4.0: VAI TRÒ MỚI CỦA CÔNG NGHỆ ĐO LƯỜNG TRONG ĐẢM BẢO CHẤT LƯỢNG TẠI NHÀ MÁY



