





-
Your shopping cart is empty!

ADVANTAGES OF POCO GRAPHITE MATERIAL IN ELECTRICAL IMPULSE PROCESSING
Friday May 24th, 2024
-
0 lượt xem
ADVANTAGES OF POCO GRAPHITE MATERIAL IN ELECTRICAL IMPULSE PROCESSING
EDM electric pulse machine has become a widely used device in the machining industry today. It produces high precision products and is gradually being used in many important industries with Graphite materials. Below I will highlight 5 outstanding advantages of POCO GRAPHITE material used for EDM machines:
Metal Removal Rate (MRR)
Metal removal rate is usually expressed as cubic millimeters per hour (mm3/hr) or cubic inches per hour (in3/hr), but in fact could just as realistically be expressed as $/hr. Achieving an efficient MRR is not simply a matter of the right machine settings. It also involves direct energy dissipated in the EDM process. Graphite is generally much more efficient than metallic electrodes, however metal removal rates vary widely between graphite types. With the proper electrode material/work metal/application combina- tion, MRR can be maximized.
Wear Resistance (WR)
There are four types of wear: volumetric, corner, end, and side. Of the four, we believe that corner wear is the most important since the contours of the final cut are determined by the electrode’s ability to resist the erosion of its corners and edges. It follows that if an electrode can successfully resist erosion at its most vulnerable points, then overall wear will be minimized, and maximum electrode life achieved. Electrode erosion cannot be prevented, but it can be minimized by choosing the proper electrode material/work metal combination and machining at the optimum settings. The ability of an electrode to produce and maintain detail is directly related to its resistance to wear and its machinability. Minimizing corner wear requires choosing an electrode material that combines high strength with high temperature resistance.
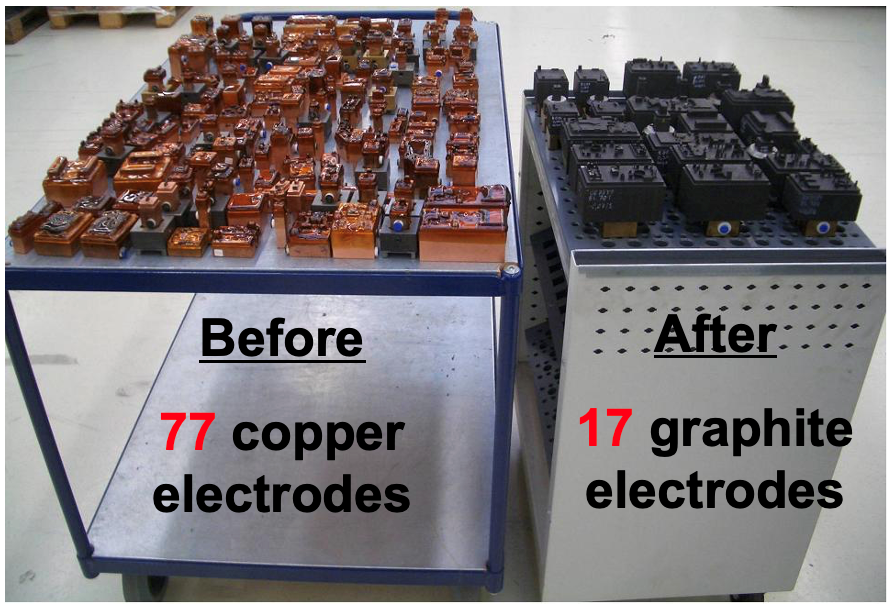 Reduce the number of electrodes when using POCO Graphite
Reduce the number of electrodes when using POCO Graphite
Surface Finish (SF)
Fine surface finish is obtained by a combination of the proper electrode material, good flushing condi-tions, and the proper power supply settings. High frequency, low power, and orbiting produce the best finish, as these conditions produce smaller, less defined craters in the work metal. The final surface finish will be a mirror image of the electrode’s surface, so Angstrofine and Ultrafine particle, high strength graphites are the best choices for finishing electrodes.


Product surface after using POCO GRAPHITE EDM-4
Machinability
Any machinist who has ever machined graphite is aware that graphite cuts very easily. Simply being easy to machine does not necessarily make a material the best choice for an electrode. It must also be strong to resist damage from handling and from the EDM process itself. Strength and small particle size are important so that minimum radii and close tolerances may be achieved. Material hardness is also a factor in graphite machinability. Harder electrode materials will be more prone to chipping during the machining process.

Machining on Graphite is easier than on copper
Tin liên quan
- IN-DEPTH TRAINING ON ISO 14644 CLEAN ROOM STANDARDS WITH LIGHTHOUSE EXPERTS
- SMART MEASUREMENT 4.0: THE NEW ROLE OF MEASUREMENT TECHNOLOGY IN QUALITY ASSURANCE AT THE FACTORY
- [Webinars] LIGHTHOUSE LAUNCHES NEW ENVIRONMENTAL MONITORING SOLUTION System-in-a-Box (SIAB)
- System in a Box – The All-in-One, Plug-and-Play Solution for Environmental Monitoring
- The Importance of Environmental Monitoring in Healthcare



